
As it turns out, I am a better engineer than I am a businessman or website manager, and the latter has appeared to cause me some trouble. The Project Earendel website went down and all of the data is lost to the internet; I have just begun to put all of the information back into place. This will take a while and there will unfortunately be gaps in the blog from the Internet Wayback Machine – and the fact that I do not have a local backup of the writing, only the images. I’ll do my best and hopefully by the end of the month the website will be back up to snuff.
Category: Uncategorized
A Modest Non-Rocket Launch Proposal
On the aRocket list, we get the occasional individual proposing methods to put payloads into space using mega-structures instead of rockets. This is in response to the suggestion of dropping the payload down and out a hole though the center of the Earth using a drop tower, though it could be rewritten for most novel space launch concepts.
***
A modest proposal for preventing the theorist from being a burden to this list, and for making a non-rocket space-launch that is beneficial to the publick.
You don’t need a drop tower; what you need is an elastic collision at the center of the Earth. Imagine a mass of weight 1 kg at the center of the Earth and a mass of 10 kg dropped from the Earth’s surface down a tube. At the collision, the 10 kg mass is travelling 8 km/s. After a perfectly elastic collision, the devising of which is left as an exercise to the reader, The 10 kg mass is travelling at 6.5 km/s and, more importantly, the 1 kg mass is traveling at 14.5 km/s! This speed decreases to 12.1 km/s at the surface which is more than enough speed to escape the Earth (11.2 km/s escape velocity). Low drag, converting velocity into the desired direction, and aerothermal heating are left as exercises to the reader. See Figure 1.
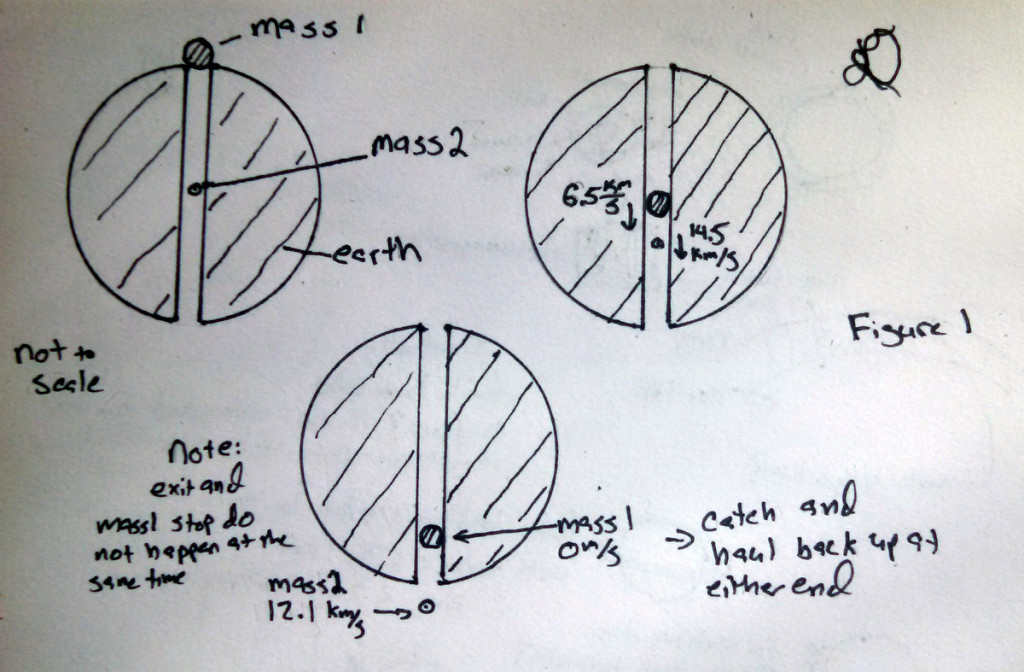
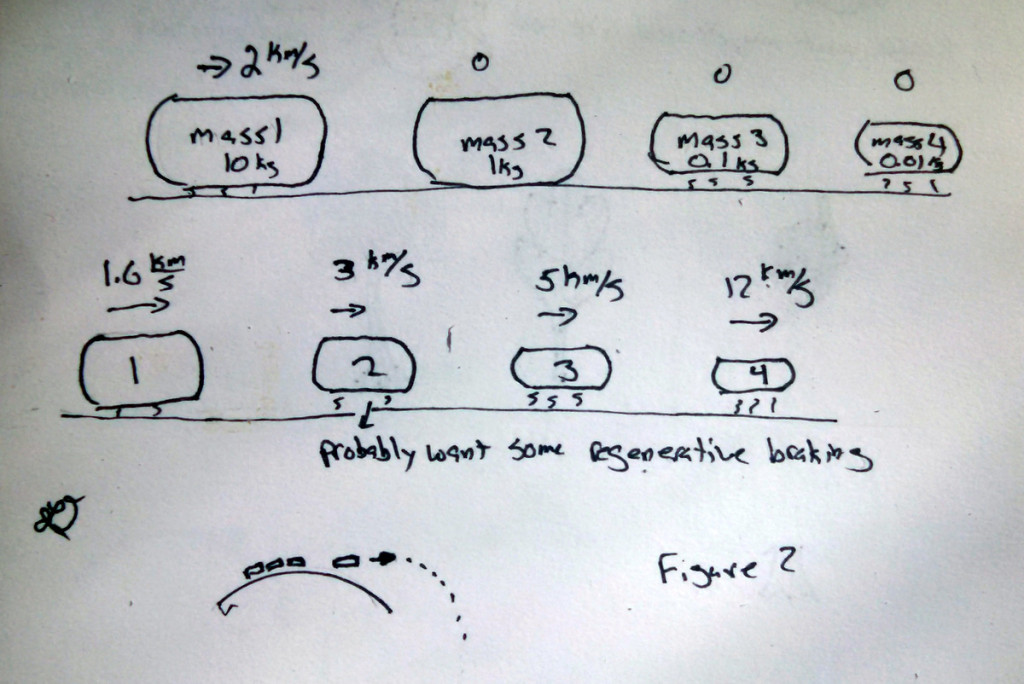
Now, you may ask, why bother going to the center of the Earth at all. Isn’t it a deep, hot hole and, thus, quite hard to drill? Why not just string together our perfect momentum transfer system into a series of bounces at the Earth’s surface to achieve high velocity. If we start with a moderate velocity of 0.3 km/s, easily achievable, and our 10-1 mass ratio, we achieve orbital velocity in 6 bounces! Unfortunately, at a mass ratio of 100000-1. Well, if we increase the initial speed to 2 km/s, still in the relatively easy range, we only need 4 bounces for escape velocity with a 1000-1 mass ratio. Hmm. Let us drop the mass ratio down to 2-1. Now we need 7 bounces but we achieve a 32-1 mass ratio which is not bad at all. See Figure 2.
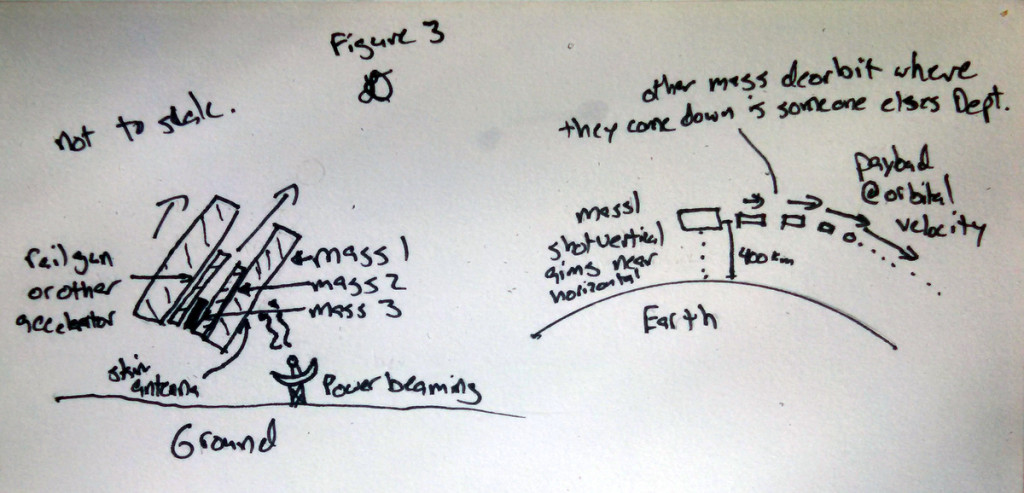
Perfectly elastic collisions are hard to achieve in large objects, but we can mimic them by throwing mass 2 off of mass 1; we just need a rail to accelerate mass 2 located on mass 1 and, instead of using stationary power, we have to beam the power to the moving mass 1. Beaming high power is left as an exercise to the reader. Now we can aim the masses and don’t have to stick to a fixed track, so we can achieve any given orbit! See Figure 3.
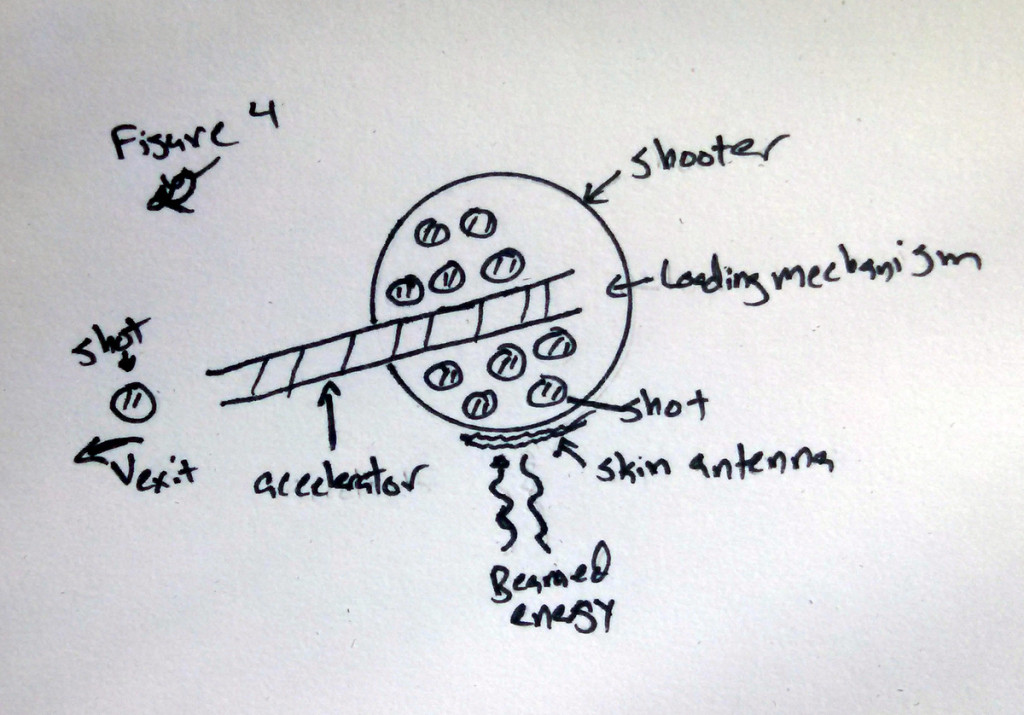
But we have to build all of these masses and mass drivers and that could be expensive. If we would stop and think for a moment, we see that we could just build one large flying mass and throw a number of smaller masses off of it. On the plus side, we lose weight as we shoot out mass which makes each additional mass add more velocity. If we stick with our 2 km/s mass driver, we have to go down to a 20-1 mass ratio (initial mass ratio) and it takes 19 pushes to achieve orbital velocity with a 20-1 mass ratio. But we only need one rail to achieve this! See figure 4.
Beaming power is hard and unproven technology. But we could generate the power on board, either through nuclear or chemical reaction. This might take up a fair bit of the mass on the flying shooter mass but, it if all else fails, we can always just up the mass ratio to accommodate the generator. Also, to keep the generator from having to store energy between shots, the shot mass should be made as small as possible. Deriving the ideal shot out mass for final speed when using a very large number of small shot masses is left as an exercise to the reader. See Figure 5.
But wait! Two more finishing touches and we might make a practical system yet. It may be possible to find a way for the shot mass to generate the energy before it is thrown overboard. We can make the shot out of a variety of chemicals that generate energy when combined, for example the thermite reaction Fe2O3 + 2 Al → 2 Fe + Al2O3. + heat. Better yet, many of these reactions have gaseous by products and gasses are easy to accelerate using a simple converging diverging nozzle. For example, O2 + 3 H2 = 2 H2O+ H2 + heat which, at the reaction temperatures, are gasses the can be accelerated easily to 4 km/s which rather simplifies the shot accelerator design. Determining the optimal chemicals is left as an exercise for the reader. See Figure 6.
I profess that I have not the least personal interest in endeavoring to promote the necessary work; having no other motive than the public good of my country, the advancement of our technology, providing for the satellite industry, relieving the cost burden on space access; and giving some pleasure to the inevitable sponsoring government agencies.* I think I shall now go forth and gather a group of devoted amateurs to develop this crucial technology. Perhaps create an email list for people devoted to find affordable, safe, and accessible methods of building such a device. I will call it the amateur stored energy shot reaction driver society or aSesrds for short. Anyone who wishes to use these ideas for the betterment of society can have them for a single penny.
Lloyd
* Paraphrase from A modest Proposal, Jonathan Swift
***
PS: The system name of aSesrds is somewhat unwieldy and one Benjamin Brockert has suggests a superior alternative. In his words:
“If each of the initial elastic masses are made of convenient in-situ earthen resources, we might call each a ‘rock’ from its Terran origins.
If then we make the whole system smaller, as you propose, the unit item might be called the same name with a diminutive suffix, perhaps the ‘rock-ette’. As is in favor in these times, a phonetic simplification could be something like ‘rocket’.”
Pump Sizing
There is currently a fair bit of discussion on the aRocket list about amateur electric and turbine powered pumps, so I thought it would be helpful to go over some basic pump sizing work. Then maybe next post I will show a specific pump impeller design example.
First things first, in order to size a pump you need 4 basic numbers: mass flow rate (mdot), pressure rise (deltaP), fluid density (rho), and RPM. If you don’t have these numbers, then go ahead and make them up now. Now, what we want to calculate is pump specific speed (Ns) and pump power. Pump specific speed is a quasinondimensional number (I’m using English units for Ns and bastard for elsewhere – sorry metric folks!) that should help us identify the pump type and geometry that we should be using and power is useful in selecting our driving motor.
Step 1: calculate volumetric flow rate in GPM
GPM = mdot (kg / s) / rho (kg / m^3) * 60 * 264
Step 2: Calculate head rise
Head rise (ft) = deltaP (psi) / rho (kg / m^3) * 144 / (2.205 * 0.305^3)
Step 3: Calculate specific speed
Ns = RPM * 1000 * GPM^0.5 / Head^0.75
And you should get a number between ~200 and 20,000. You then take the number and compare it to the plot below to choose an appropriate pump type. Radial pumps with around an Ns of 1000 and axial pumps with NS of ~10000 are probably the easiest pumps for an amateur to get up and running. In our case, we would rather do the radial because we need the pressure rise.
Now, to calculate pump power, we need efficiency; luckily for us, there is a handy chart for that, also from SP-125. Take your GPM and Ns and you get an efficiency. Pretty easy, right? Well, for an amateur, I would say knock off an extra 10% and, for a damn good pro, you might get an extra 10% as these are just standard values. If you don’t like your efficiency, modify your pressure rise or RPM.
You can see that with any pump for a rocket under 100 GPM, or ~10 klbf, you really want Ns up to 1500-4000 for any sort of efficiency.
Now to calculate power.
Step 1: Fluid Power
Power_Shaft (Watts) = Mdot (kg/s) * 9.8 m/s * Head (ft) / 3.28 / Pump_Efficiency
That is the power that you reed to drive the impeller. If you assume an extra 10% power for bearings and seals, you have your pump roughed out.
Impeller Sizing
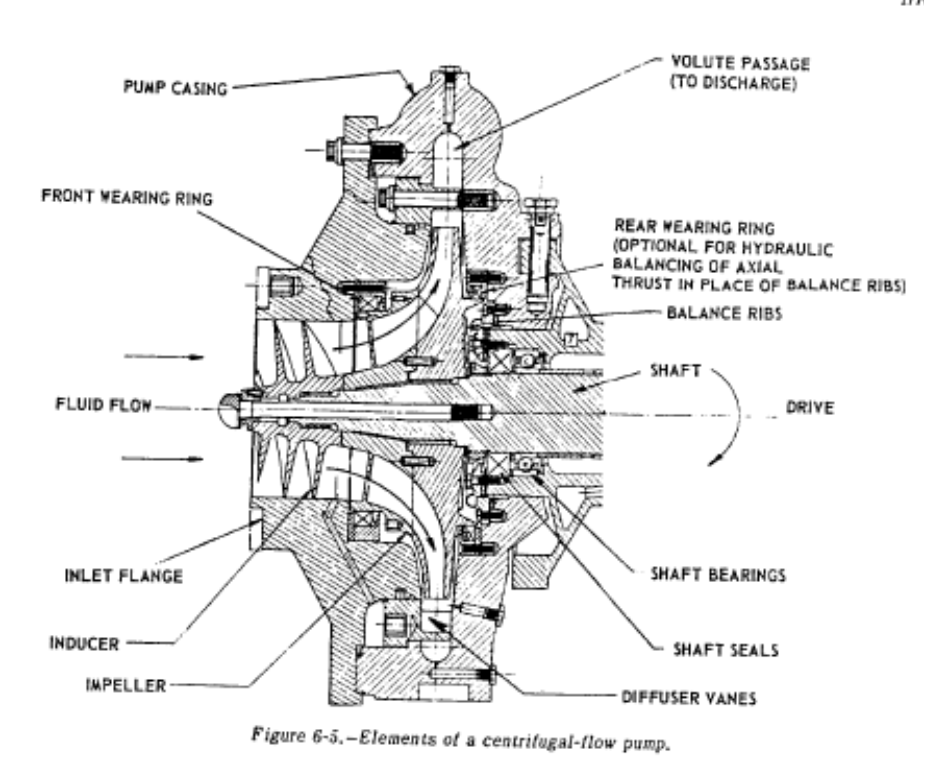
For the sake of this discussion, we will only consider centrifugal pumps – but if you are doing rockets and not using hydrogen, that is a good assumption. The pump on a rocket is broken up into 3 main parts: the inducer, the impeller, and the volute. The inducer is a low pressure rise pump that limits cavitation in the impeller; it is only necessary for high specific speed pumps, which is most of rocketry. The impeller is the main pumping element and is effectively a paddle wheel that takes slow moving fluid from the core and ejects it at high speed from its sides. The volute takes the high speed fluid and slows it down, converting the high speed to high pressure. All told, they make up a rocket pump, but we will just go over the basic sizing of the impeller and not worry about fun things like velocity triangles today.
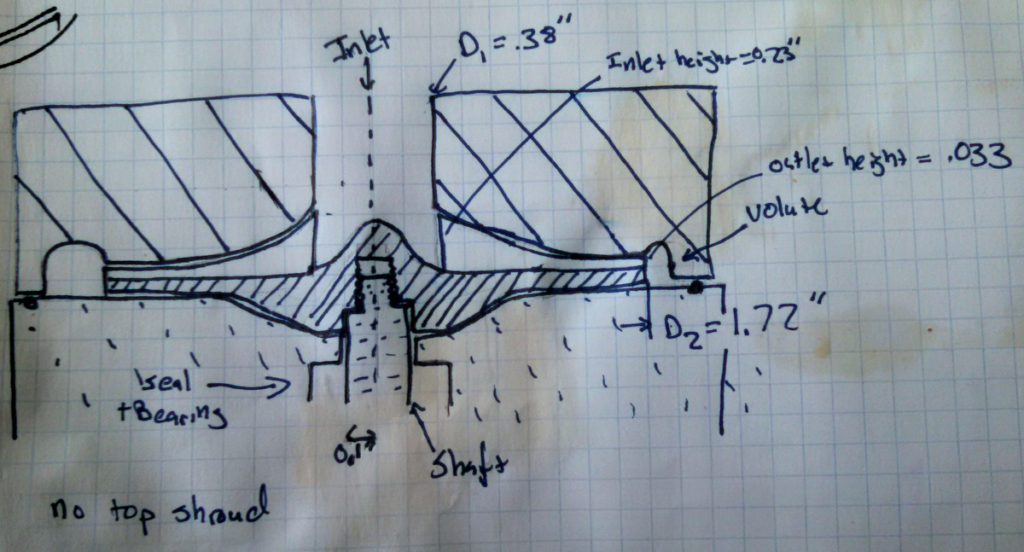
Once you have done all of the basic sizing that we talked about last week, you have the basic properties of the pump system but no sizes. If you want to do a detailed pump sizing, I would recommend NASA SP-125 and SP-8109 as it is a bit more complicated than a blog post. But, today, let’s get you the two biggest pieces of information you need: outlet diameter and outlet height. These are useful to determine the mass and manufacturability of the pump, as outlet height is usually the smallest geometry and diameter of the impeller and, thus, the volute determines most of the mass properties for a pump.
The process for exit diameter is iterative and consists of the following equations (everything in ft, GPM, ft/s, and RPM):
Head_Coefficient = gravity * Head_Rise / (Tip_Velocity)^2
Specific_Diameter = Tip_Diameter * Head_Rise^0.25 / Flowrate^0.5
Tip_Diameter = Tip_Velocity / (pi * RPM)
Then use the plot below.
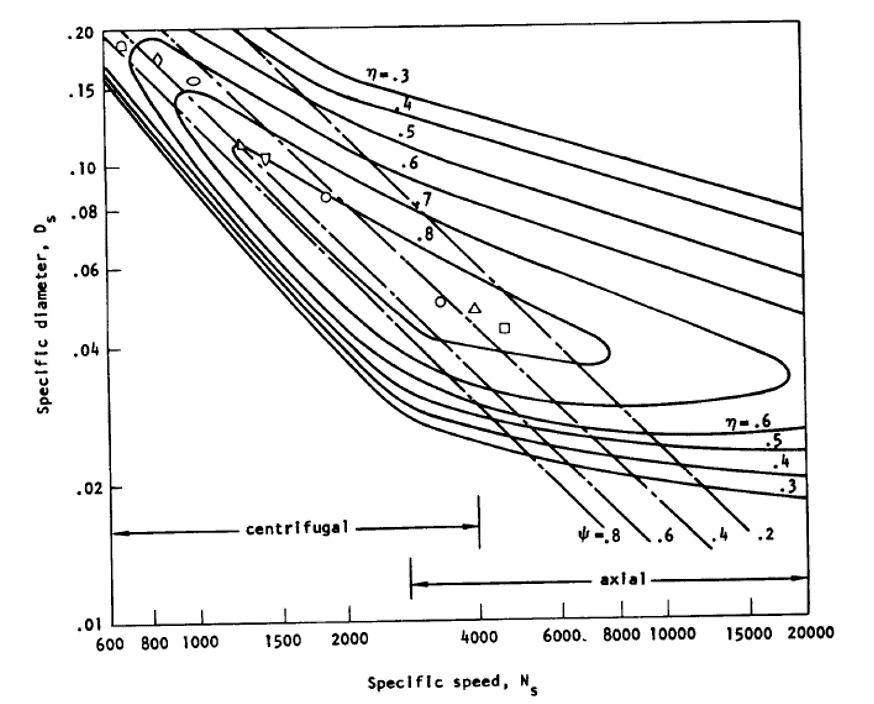
So now iterate on that for a bit, and we have the outlet diameter.
To find the exit height the equation is:
Exit_Height (in) = Flow_Rate(GPM) / (3.12 * pi * exit_diameter(in) * exit_radial_velocity(ft/s) * contraction_factor)
where the contraction factor is usually estimated as 0.9 and the radial velocity can be estimated by:
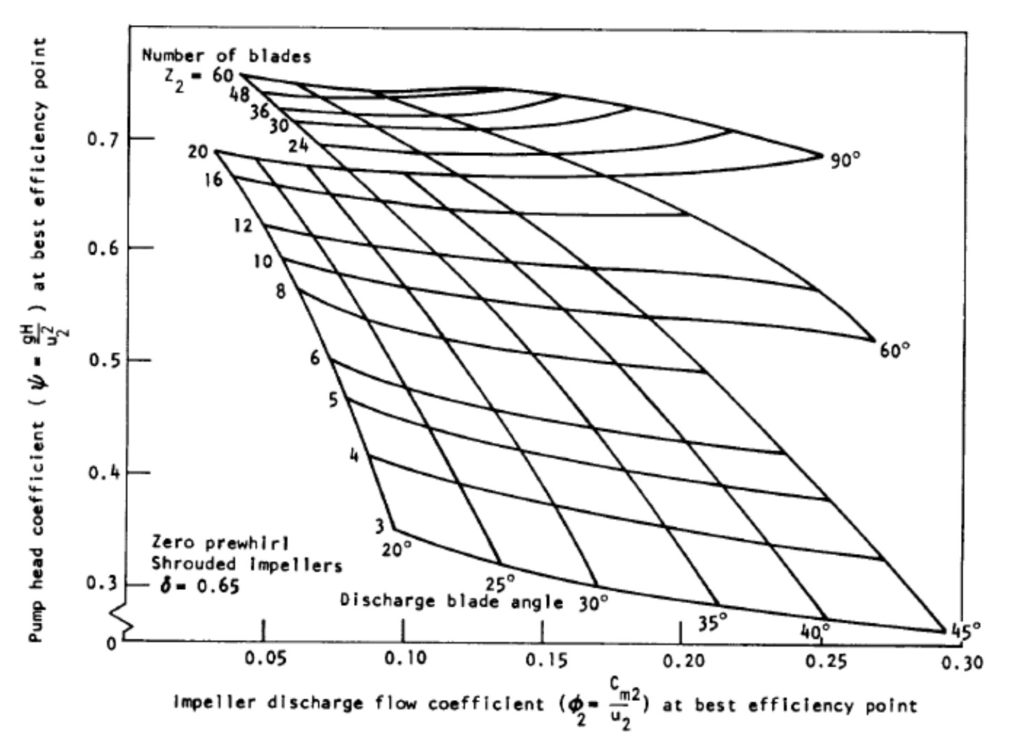
exit_radial_velocity = flow coefficient * tip_velocity
Flow coefficient is usually between 0.01 and 0.15 and can be found on the plow below.
I hope this has all been useful in determining how to size a impeller; obviously the final design is more complicated with flow angles, but these basics should point you in the correct direction.
NASA VCLS Mass Budget
Last time around I gave some numbers for a VCLS (Venture Class Lauch Service) vehicle; today we’ll cover a bit more of the mass budget specifics.
The basis of a mass budget is the deltaV equation: deltaV = Isp * g * ln (Minitial / Mfinal). Now deltaV is our desired velocity, Isp is the engine performance, and what we are looking at today is the mass ratio of initial mass over final mass. If we only know deltaV, Isp, and g, we cannot solve this equation as we have two unknowns, but we know a bit more information than that.
Minitial = Mpayload + Mpropellant + Mdry
Mfinal = Mpayload + Mdry
PMF = Mpropellant / (Mpropellant + Mdry)
Now with all of these equations, we know the payload mass and we have to estimate PMF (propellant mass fraction). Just like Isp is a measure of performance of the engine, PMF is a measure of performance of the structure. PMF is historically around 0.93 for a First Stage and 0.89 for an Upper Stage, but obviously this is somewhat variable and a function of propellant and stage cycle.
A good reference for PMF is Propellant Mass Fraction Calculation Methodology for Launch Vehicles and Application to Ares Vehicles.
So I used 0.92 for the first stage and 0.88 for the upper stage, taking a 1% hit for the smaller scale effect (damn you cube square law and electronics actually having mass).
Once we calculate the masses, we should do a quick estimate for tanks and engines which are the major players in the mass of the vehicle. Doing this, I find that the First Stage tanks and engine are 60% of the dry mass budget and the upper stage is 75% of the dry mass budget. Just based on historical numbers and previous work, I think at this stage somewhere between 60-70% is reasonable; so that is saying that our upper stage needs to decrease its PMF estimate or improve the tanks or have a low chance of eventual success. This is why initial sizing is important: you need to to be able to understand the system and where the margins are thin to effectively build up and test the rocket.
So later this week, in continuing the VCLS, I’ll cover turbopump rocket Isp calculations.
NASA Venture Class Launch Service
NASA announced a draft RFP for a vehicle that launches a 60 kg payload to orbit. This is a fairly exciting prospect for the NewSpace companies that are interested in providing launch services as government funding is often seen as an effectively free investment, and I imagine that NASA is hoping to launch a new, more robust commercial small satellite marker. I just hope that the contract works a little better than the NEXT program in 2013 which hasn’t gone anywhere yet, at least as far as anything public.
I thought I might go ahead and do a bit of a quick sizing just so we could see what sort of vehicle might work for the mission. Now, first we need a DeltaV, as there is no orbit given in the draft, we will assume a slightly elliptical inclined low earth orbit so we’ll just go ahead and assume a 9400 m/s budget. And for the sake of simplicity, let’s do a 2 stage LOX/RP-1 vehicle with a pressure fed upper stage and a gas generator turbopump first stage. And we will assume aluminum 2014 propellant tanks with Ti 6AL-4V pressurant tanks. And everything else pretty bog standard for a small launch vehicle.
-First Stage – 1200 psi engine with 94% efficiency give an Isp = 282 s mission average and a 92% propellant mass factor – This has a 20% mass margin.
-Second Stage – 150 psi engine with 94% efficiency and a 50-1 expansion gives an Isp = 313 s, and a 88% propellant mass factor – This has a 10% mass margin.
Overall, the vehicle has a total mass of 11,100 lbm GTOW and an 820 lbm dry. It is also 36″ in diameter and 33′ long, or roughly 1 meter diameter and 10 meters long. This is actually a pretty convenient size to move around in a 40′ container and around a standard shop with standard tools.
The engine for the first stage has a 7″ diameter chamber and a 15″ diameter exit, 10″ to the throat and 30″ long. Just a bit big for the chamber to be 3D printed, but if you used 2 chambers, you might be able to print the chamber with a machined nozzle extension.
The engine for the upper stage has a 5″ diameter chamber and a 16″ diameter exit, 8″ to the throat and 33″ long. You should be able to print the chamber with a machined nozzle extension.
So that is just some rough sizing; I should add a little bit more about the mass budgets later this week.
Another wrench in the works
Quick update here on Project Earendel: we will be switching over to focusing more on theoretical and less on testing rockets in the near future. The reason for this is that Jasmine’s job has us moving to New Zealand and I am actually posting this from Auckland right now. So posts might be a bit shaky for a couple of weeks, then we will see what I can continue working on in the new surroundings.
Propellant Tank – Joints
Successful creation of propellant tanks requires proper sizing, proper analysis, and proper joint design. This post we will cover various joints in metallic tanks and then we will complete the tank post series in the next post with a case study.
There are 2 main ways to make joint on propellant tanks: Bolted or Welded. Other methods exist such as brazing, epoxy, rivets, etc., but 99% of the time either welding or bolting are used.
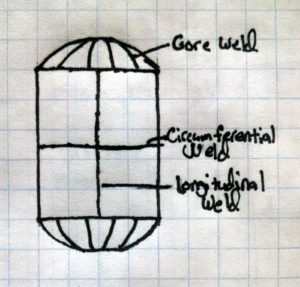
Welding is generally used to join the major structural pieces of propellant tanks with the main welds longitudinal welds to form a cylinder from a rolled segment, circumferential welds to join cylindrical segments and endcaps, and, in the case of very large tanks, gore welds to form endcaps. Small tanks can avoid some of these welds, but sheet stock is usually limited to 144″ x 72″ so anything larger will require many more welds.
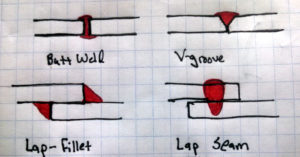
Most welds on propellant tanks are either butt welds or lap welds as shown on the picture below.
It is almost always desired to have thicker material at a weld to minimize any stress associated with weld discontinuity and lower strength due to heat affected zones. As a rule, try to minimize the number of welds and keep welds away from high stress areas; for instance, by making the dome of the tank extend a half tank diameter into the body before welding on the cylindrical section. This may cost more to make, but it should also have better performance. In addition, you can make tank cylindrical segments from spin forging, eliminating the high stress longitudinal weld.
One final note on welding is that most materials lose strength when welded so either account for that in thicker parts, or plan on post weld heat treatment. Heat treatments need to have minimal thermal shock as the large, thin structures of a tank are prone to buckling or deforming under high thermal loads such as quenching. For most heat treatable aluminums, this means only aging after welding, not a full solution heat treat.
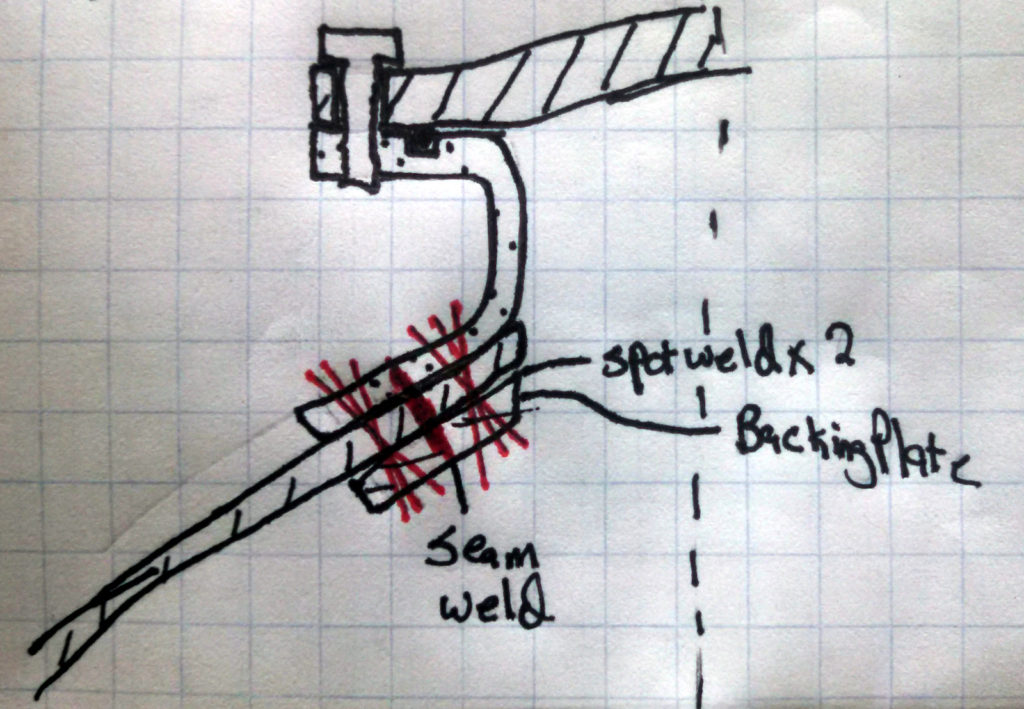
The other option for connections are bolts with seals. Most propellant tanks, even composite or large welded structures, have bolted port holes or man hole covers. A simple method, or at least comparatively simple, of constructing a propellant tank is a seamless tube with flat caps at both ends.
{kind=link}
The first part of the system is the bolts. These are ideally the same material as the base structure, or at least the same CTE (Coefficient of Thermal Expansion), to ensure changes in temperature do not over-stress or unload the joints. The two main gotchas on the system are you need to pre-stress the bolts to a higher level than they are stressed in the pressure load case to minimize cyclical loading and bolt pull out strength is a function of the base material or the thread material, whichever is weaker. So if you are using 7075-T6 bolts on a 5052 H32 tank, you need to calculate the stress assuming the thread will rip out of the 5052.
Part number two is the seal. For a fluid between -65F and 200F, just use an o-ring. Most of the time either Viton or silicone will work, and Parker has a great o-ring handbook for design guides. Outside of this temperature range, the easiest option is a Teflon gasket or sealing ring, and the best option is a metal o-ring. Size the Teflon sealing ring just like an o-ring but make the Teflon a square cross section instead of a circle for easy fabrication. It will smoosh out in use and is usually reusable until you take the seal out of the groove. They are cheap and easy. A metal o-ring or c-ring, otherwise known as a metal energized seal, will work very well on a flat and good surface finish surface. They can work down to liquid hydrogen temperatures and up to ~1200F, but they are expensive and long lead items and, if you scratch the sealing surface, that part is scrap. So only use metal seals if it is colder than LN2 or hotter than 400F.
I hope this was informative, and we’ll do a case study for the Project Earendel tank next week.
Tank Analysis – Tank Factor
I talked some last week about tank analysis and touched some on tank factor. Today, let’s do an exciting tank factor derivation. Also, I will be using MATLAB style equations and comments, i.e. a %, for readability since WordPress doesn’t have a good equation editor.
Tank Factor is Φ = (V * P ) / (m * g)
or, written to determine tank mass:
m = (V * P ) / (Φ * g)
where
Φ = Tank Factor (m)
V = Tank Volume (m^3)
P = Pressure (Pa)
m = Tank Mass (kg)
and g = gravity (m/s^2)
This is all well and good if you have old tanks to compare to or some other standard Tank Factor, but what if you are using a new material or fabrication technique? Well, below I will go over deriving the ideal material tank factor for a sphere and an infinite cylinder. You will need:
σu = material failure strenth (MPa)
ρ = material density (kg/m^3)
and use:
r = radius of the tank (m)
t= tank thickness (m)
and the equations:
V = 4/3 * π * r ^ 3 % Sphere Volume
SA = 4 * π * r ^ 2 % Sphere Surface Area
σ = ( P * r ) / ( 2 * t ) % Sphere Pressure Stress
So, using the surface area equation, the mass of the tank is:
m = 4 * π * r ^ 2 * t * ρ
Assuming the material strength is equal to the stress, the tank pressure is:
P = (σu * 2 * t ) / r
Throwing these into the tank factor equation, you get:
Φ = (4/3 * π * r ^ 3 * (σu * 2 * t ) / r) / (4 * π * r ^ 2 * t * ρ * g)
Φ = ( r ^ 2 * (σu * 2 * t ) ) / (3 * r ^ 2 * t * ρ * g)
Φ = 2/3 * σu / (ρ * g)
Which is immediately useful to get an idea of how close your tank is to optimal. I will leave it as an exercise to the reader to prove that an infinite cylinder is:
Φ = 1/2 * σ / (ρ * g)
Showing that, even if you discount the endcaps, a sphere has 18% lower mass than a comparable cylinder. If it wasn’t for that damned packing efficiency problem, spheres would be used on all tanks. As a reference, 2500 is usually given as the standard aluminum tank factor, and our infinite cylinder gives 5500 meters. This makes sense given welding efficiency, factors of safety, and material thickness uncertainty. So if you have a brand new super-material and you want to know how to estimate the weight of a rocket tank, just run these tank factor numbers and divide by 2 and you won’t be far off.
Just for reference though, it better be really good super-material as the best metal I know about, maraging steel, has an infinite cylinder tank factor of 15,000 m – 3 times as good as Aluminum 6061-T6. Carbon fiber epoxy has an even higher tank factor of 40,000 m (The above equations are not strictly applicable to composites due to their fiber layup, but are acceptable for a first approximation.).
Propellant Tanks – Basic Stress Analysis
Propellant tanks are a key part of any propulsion system; usually they are the heaviest single parts of a launch vehicle or sounding rocket. They are also one of the more dangerous as the somewhat recent 2007 Scaled Composite accident has shown. So let’s spend a couple of blog posts discussing the design.
First off, today is the basic stress analysis. We will just focus on the general sizing analysis for tanks today and move to materials and joints in the next post.
In a perfect world, you would just have spherical tanks that were not part of the primary structure load path. In that case, the analysis is very easy: Stress = (Pressure x Radius) / (2 x Thickness). So if we had a 6 inch diameter sphere at 200 psi out of Al-6061 with a FS of 2, that is a (42 ksi / 2) = (220 psi x 3 in) / (2 x thick) which mean we can have a 0.029″ wall thickness. Now, a sphere is pretty hard to package so if we use a cylinder with spherical endcaps, the cylinder max stress is Stress = (Pressure x Radius) / (Thickness). Thus, a cylinder would have to be twice as thick at 0.057″. Of course, if you don’t use a spherical endcap, things get trickier and you need to either do FEA analysis or SP-125 has some rules of thumb for ellipsoidal endcaps on page 338.
And for a flat constant thickness endcap assuming simply supported there is a simple solutions given to us by the trusty Roark’s
Max Stress = 3/4 * Pressure * radius^2 / (4 * thickness ^2 )
Now that we have general thickness sizing of the tanks, we can check for buckling loads and for bending loads. For buckling loads, we can just assume that if the tank is pressurized it will not buckle, using the same rational as a pressurized soda can cannot be smashed but a empty can is easy to smash. This is called pressure stabilizing and it is really convenient. If you want more information on buckling, you should check out SP-8007. For most tanks, you can do a first pass for beam bending by assuming Sigma = My / I, or Stress = Moment / ( pi * Radius ^2 * Thickness) . For a gimballed engine, Moment can be assumed to be the Distance from the Cg to the gimbal plane * sin (gimbal angle ) * Thrust. For an ungimbaled engine, assume 5 degrees for the gimbal angle for a first pass. So with 200 lbf, set 40 inches for the Cg and a 5 degree angle this gives us a moment of 700 lb*in and a stress of 450 psi for our 6″ diameter 0.057″ thick tank.
As you can see, pressure loads dominate for initial sizing and other flight loads are relatively trivial. In a more in depth analysis, other flight loads can have a large impact, especially at joints.
Since pressure loads are the driving factor, a term called Tank Factor is fairly common for initial tank sizing. Tank Factor (m) = Tank Volume (m^3) * Pressure ( Pa) / ( Tank Mass (kg) * g (m/s^2)). This equation is used to initially size tanks and compare tanks made with a common fabrication technique as they should all share Tank Factors. A good first pass for an Aluminum tank with high end amateur construction is 2000-2500 meters.
Stay tuned next time for some more tank analysis.